
Gia Công Chính Xác
Phay tiện CNC_Bài 67: Cấu trúc của một từ lệnh
Th9
Cấu trúc của một từ lệnh
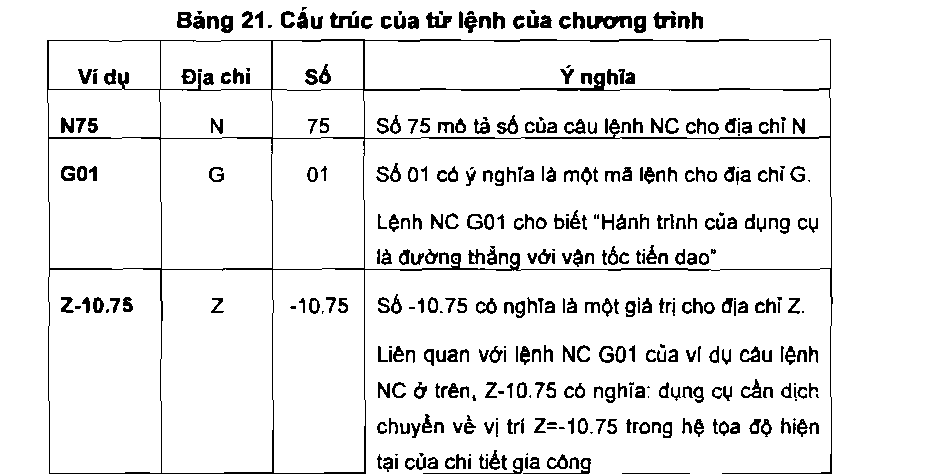
Một từ lệnh bao gồm một chữ cái địa chỉ và một con số có dấu. Ý nghĩa và thứ tự các từ lệnh được quy định trong hướng dẫn lập trình của mỗi hệ điều khiển CNC. Mỗi con số, tuỳ thuộc vào chữ cái địa chỉ, có nghĩa là một mã lệnh hoặc một giá trị. bảng 21

Dạng cho số phụ thuộc vào hệ thống điều khiển CNC tương ứng: Z- 35.5 tương ứng với cùng tọa độ đích như Z-035.500. Trong phần lớn các hệ điều khiển CNC cỏ thể bỏ dấu “+” trong chương trình NC.
Nói chung người ta phân biệt ba nhóm từ lệnh trong cảu lệnh NC, bảng 22
Bảng 22. Nhóm các từ lệnh của chương trình
| Các đìêu kiện về hành trình | Tọa độ | Chức năng đóng – mở và phụ trợ |
| G00 | X | F |
| G01 | Y | S |
| G02 | Z | T |
| G54 | M |
Thứ tự các từ lệnh trong một câu lệnh NC được xác định như trong bảng 23:
Bảng 23. Thứ tự các từ lệnh của chương trình
| Nt | Địa chì | Ý nghĩa |
| 1. | N | Sổ của câu lệnh |
| 2. | G | Điều kiện về hành trình |
| 3. | X, Y,z | Tọa độ |
| 4. | I. J, K | Các tham sổ nội suy |
| 5. | F | Bước tiến (feed) |
| 6. | S | Số vòng quay của trục (speed) |
| 7. | T | vị trí của dụng cụ (tool) |
| 8. | M | Chức năng hỗ trợ |
Trong câu lệnh, các từ lệnh nào không có thông tin cần thiết cho câu lệnh có thể bỏ đi.